
 홈페이지
홈페이지





기본 정보
| 모델 번호. | RC-602 |
제품 설명
대량 주문시 가격은 협상을 통해 조정됩니다.
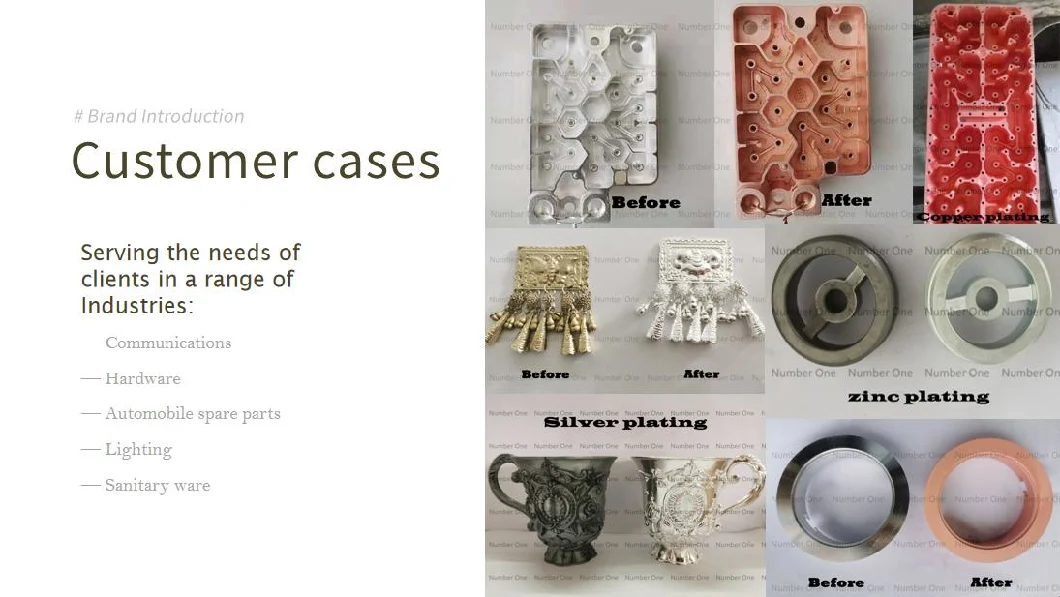
소개
- 접착력이 우수합니다.
- 복잡한 공작물의 처리가 더 유리합니다.
- 솔루션은 안정적이고 제어하기 쉽습니다.
- 작동 온도가 낮습니다.
- 특히 일반적인 플라스틱 전처리 공정에 적합합니다. 후속 전기도금 공정을 준비하기 위해 얇은 니켈 층이 팔라듐 코팅 위에 증착됩니다.
작동 조건
| 기준 | 범위 | |
| RC-602A | 38ml/l | 30-45ml/l |
| RC-602B | 38ml/l | 30-45ml/l |
| RC-602C | 40ml/l | 30-45ml/l |
| 만족스럽지 않음 | 4g/L | 3~5g/L |
| pH | 8.7 | 8.5-9.2 |
| 온도 | 40℃ | 35-45°C |
| 시간 | 5~10분 | |
| 여과법 | 연속여과(시간당 2~3회) | |
| 동요 | 공기 및 기계적 교반 | |
메이크업 절차
- 탱크와 필터 장비를 철저히 청소하십시오.
- 탱크에 순수한 물 1/2을 추가합니다.
- 강하게 교반하면서 RC-602A, RC-602C를 첨가하고, 균일하게 교반한 후 RC-602B를 첨가한다.
- 필요한 수준까지 순수한 물을 첨가하고, 암모니아로 pH 값을 9.2로 조정하고 고르게 저어줍니다.
- 용액을 40°C로 가열합니다.
장비
탱크: 폴리에틸렌, 폴리프로필렌, PVC, 넘치지 않는 것이 좋습니다.
온도 조절: 유리 또는 PTEE 코팅된 전기 펜, 바람직하게는 수조.
교반: 공기 교반 및 기계적 왕복 교반. 교반용 공기는 저압 비오일 펌프로 공급되어야 합니다.
여과: 비금속 필터 펌프만 사용할 수 있습니다. 필터 펌프는 높은 내열성을 요구하며, 1시간에 2~3회 연속적으로 용액을 여과할 수 있습니다. 필터 코어 또는 백의 구멍은 5mm보다 클 수 없습니다. 용액을 매일 사용한 후에는 필터 펌프를 통해 다른 탱크로 펌핑한 다음 묽은 질산 용액으로 탱크를 청소해야 합니다.
첨가제 보충
- 니켈 분석 데이터에 따라 첨가할 수 있습니다.
- 증착된 니켈 코팅의 두께에 따라 첨가할 수 있습니다.
| 첨가제 | 소비량 / m2 ( 0.5μm ) |
| RC-602A | 45ml |
| RC-602B | 63ml |
| RC-602C | 10ml |
참고: 위의 소비량은 0.5μm 두께의 코팅 증착을 기준으로 합니다. 증착 시간이 다른 경우 그에 따라 소비량을 조정해야 합니다.
솔루션 유지 관리
구성요소는 주기적으로 분석되어야 합니다.
필요한 경우 니켈용 HN-ENW 무전해 안정제 0.5ml/l를 첨가할 수 있습니다.
주의가 필요한 사항
- 사용하기 전에 탱크를 철저히 청소했는지 확인하십시오.
- 용액 온도는 35-45°C로 유지되어야 하며, 온도가 낮으면 도금 속도가 느려지고, 온도가 높으면 조 분해가 발생합니다.
- 암모니아와 황산(20%)으로 pH 값을 조정하고, 도금 속도를 보장하기 위해 pH 값을 8.5~9.2 사이로 유지합니다. 낮은 pH로 인해 도금율이 낮고, 높은 pH로 인해 도금욕이 쉽게 분해됩니다. 그래서 pH 측정기가 필요합니다.
At No.1, we offer high-caliber electroplating additives to improve the appearance and performance characteristics of your components, and have continually refined and evolved our electroplating additives to meet 21st century quality standards. We are agile, efficient, and committed to providing 100% customer satisfaction.
저희에게 보내기